Continue strike train fly fans, begin strike/ repeat control assemblies - December 2010
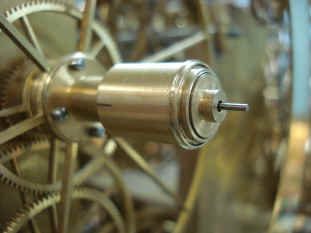
The first photo shows one of the rough jewel holes in the steel fly cage. The jewels here will not be carried in chatons because there is no room available as can be readily seen in this photo. The normal alternative is for a 'press fit' jewel to be installed. When the surrounding material is a brass plate, this works well, however the characteristics of steel, does not allow the easy press fit of jewels. Therefore, a brass sleeve is fitted into the steel hole and one can see a slight raised area at the rear of the hole to serve as a stop for the sleeve. That sleeve is is seen with it's jewel in the second photo. This is the same method used in watches with jewels in steel watch plates.
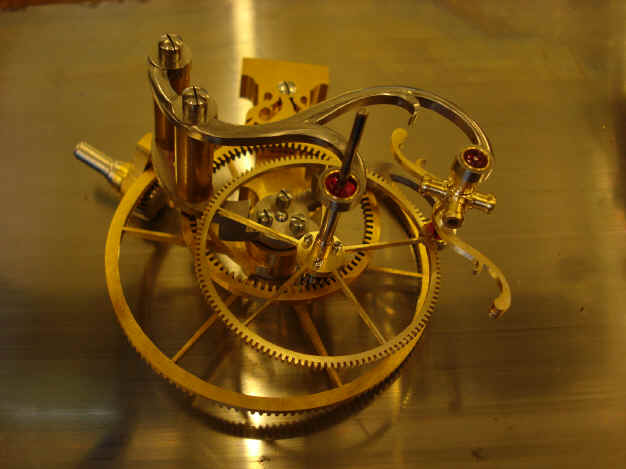
These photos show that the two strike fly assemblies are not identical to each other. The hour strike, on the left has a larger bevel drive wheel and the gear teeth are on the opposite side to that of the quarter strike bevel wheel. The reason for this is that the fly cages will rotate in opposite directions in the same manner as the remontoire fly cages on the top of the movement. The smaller drive bevel was necessary for the quarter strike due to space considerations and this was compensated for by changes in the drive pinions so both will rotate at the same speed during their operation. The same considerations are the reason for the deeper arbor on the quarter strike fly drive bevel arbor verses the hour strike assembly.
These photos show the pinion and internal toothed ring gear assembly.
The first photo shows the fly fan blade hubs. Next the beginnings of the fly click spring armature. As stated last month, we based our strike fly design on Charles Fasoldt's epicyclical fly fan in his famous tower clock of 1874. In his design Fasoldt departs from the conventional fly pawl and click wheel configuration. Instead of the click wheel being connected to and rotating with the fan drive arbor and with the pawls and their springs fixed to fly blade assembly, the pawls and springs are separated from the fly blade assembly and rotates on an armature mounted next to the fan blade assembly. This is a bit more visual than the conventional arrangement since one sees more mechanism rotating. The first photo shows the two fly hubs upon which the eight fly fan blades are mounted. The next series of twelve photos show how B makes the armature which will hold the two click springs. The diminutive size of this assembly allows us to skip the pawls and use the spring ends directly upon the click wheel.
The first photo shows the machine setup for the fabrication, note the microscope eye piece for accurate alignments, next the rough outs of the click spring armature. The third photo shows the machining out of the spring mounts.
The first photo shows the various parts. Next the template, lower part, made from a thinner material that is used to scribe the pattern for the curvilinear armature. Notice in the third photo how this is turned 180 degrees to make a mirror pattern for the opposite arm. A similar technique was used for the trefoil shapes for the balance arbor spacers in November of 2008.
The part is then cut out on the jeweler's saw. Notice in the second photo the two round areas with slots, these will hold the click springs. What I want to point out is how similar these look to standard cheese head screws and how much easier it would have been for us to simply tap a hole and insert a cheese head blank and slit the head rather than make this from the solid as was done. Next photo is the machining of the armature's profile.
The first photo is a before and after of the armature profiling. Next the decorative touches on the armature hub are done by hand with a cutting tool.
Here the armature and hub are mounted within the steel cage; also containing the other epicyclical gearing.
Next begins the fabrication of the pair of click wheels and their drive pinions. The third photo shows these components mounted within the click spring armature.
The armature sub-assembly is now mounted into the fly cage assembly. The last photo shows the completed quarter strike assembly with the exception of detent whip and the fan blades which have been removed for clarity. Has anyone seen a more complex strike train fly fan?
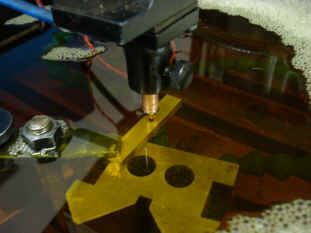
Now begins the fabrication of the whip detent. This part is what is released to start the strike train and is detained to stop it. The first two photos shows the EDM machine used to make the tapered, square hole that will hold the whip handle to the fly assembly. This is necessary since this hole is too small to be easily made using conventional filing methods. The fourth photo shows the rough blank affixed to that arbor through the hole. Next the rough whip handle with the rough steel whips. Lastly some further machining of the handles.
These photos show further machining and the final detent whips. The sickle-shaped counter weight shown in the last three photos is still a mock up. The final weights will be machined once the fly assembly has all of its decorative machining and the strike train is complete so as to determine the exact balance specifications. The steel cage pillars are still to be machined and the screws blued. The action of the whip as it dances around the two winding square obstacles as well as the epicyclical action of the fly assembly as a whole draws one's eyes in such a way as to make one's head bob up and down and think, 'now how did he do that'? Be sure to view the video clips below.
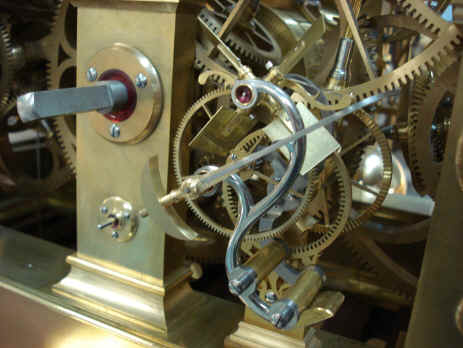
These five photos show a clever assembly B uses to mount the four dial hands for the main time dial; the second, minute, hour and equation of time hands. The first photo shows the drive arbors. In most conventional designs, the hands would be directly attached to each arbor and cannon pinion. Here three concentric dust shields are fabricated, second photo. Each, in turn, attach to the cannon pinions which have been specially machined to also be slightly smaller than the one behind it. The lower three photos shows the build out of these shields with each one covering the one prior. The dial hands are then attached to the stepped end of each shield, with the fourth dial attached to the center arbor (the second hand). At this point we turn to the fabrication of the strike train control system and the repeat strike function. This consists of the various cams, like the hour and quarter snails and all of the various racks, rockers and levers needed to transfer the information needed to make the train strike and repeat properly. The strike sequence is a bit different from a normal striking clock. (OK what isn't different in this project from a conventional clock?). There are three tuned bells. The quarters are struck on two bells in a conventional BIM-BAM sequence, in other words a pair of bells is struck for each quarter - one through four pairs for a total of eight strikes on the fourth quarter. At the end of each of the first three quarter strike sequences, a third, lowest toned bell is struck, ending the sequence. That lower bell also serves to strike the hours. So the sequence is as follows for the bells 1,2,3 from highest to lowest tone: First quarter 1,2-3. Second quarter 1,2-1,2-3. Third quarter 1,2-1,2-1,2-3. Fourth quarter 1,2-1,2-1,2-1,2-then number of hours to be struck on bell #3. I got the idea for this sequence from a French tower clock by Paul Odobey in my collection. The reason this sequence is particularly attractive for our application is that for each quarter which is struck we get the participation of both the quarter and hour strike fans, adding again to greater visual stimulation.
The first photo shows the blanks for the hour snail and two drive wheels. next the proposed location for these components. The third photo the blank snail disk and its drive wheel with roller bearing hub. Next the drive wheel on the left with the cam follower wheel and on the right the snail with a heart-shaped cam. This cam is part of the repeat function. This movement will be a true repeater. Thus the normal set-up sequence applied in conventional strike work also known as the warning is dispensed with. The reason is that if a normal strike sequence were employed, the clock would not be able to properly strike the correct time after the warning sequence had been initiated. For example, in most conventional striking clocks the warning starts about four minutes prior to the actual initiating of the striking, and if the repeat were actuated during this four minute space of time, the clock would not strike the current time, but the next sequence. So if the time were 9:58 and the repeat function were initiated, with conventional strike work the quarter bells would be struck for times and ten times on the hour bell for 10:00 instead of three blows on the quarter strike bells followed by nine blows on the hour bell for the correct time of 9:45 - 9:59. Since this is a quarter strike movement we have repeating only to the closest quarter hour, thus this is a quarter repeater. Because of the difficulties involved with combining both strike and repeat operations, it is rare to see a conventional striking clock combined with a true repeat function. The heart cam is part of the system that will ensure that the hour snail is always in the proper position whenever the repeat function is activated. Notice the bunching up of two spokes where the cam follower spring attaches to the drive wheel. That spring is quite strong and the additional spoke in this area was needed, see also third photo below. The last two photos show the cam follower at its minimum and maximum deflection.
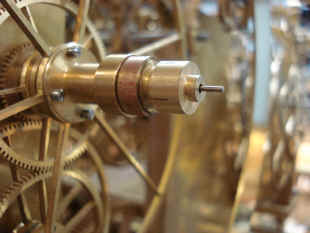
These three photos show some details of the spring and cam follower. The wheel pivot is still not finished, the current screw-arbor arrangement will be replaced with a jeweled bearing when the strike train is finalized.
These three photos show the cam follower spring being hardened. The spring is heated to a high temperature and then quenched in oil. Smaller parts are heated in an envelope of copper and quenched within the envelope. This minimizes the scaling seen in the last photo. This part was too large for this procedure and so the scale was removed later. At this point the spring is glass-hard and unsuitable for its function; it would readily shatter before bending. The spring must then be tempered in an oven of about 300 degrees C or 600 degrees F. It will later be heat blued to an electric blue color.
This photo shows the first trial concept of how the strike levers would be positioned in relation to the racks and snails. The repeat mechanism is not yet shown. The two snails are drawn above. The two heart shaped cams below have rollers attached to a rocker that induces a seesaw movement where two pawls will, in sequence raise the strike racks. Here again a much more visually interesting arrangement than the conventional rack gathering pawl is employed. Notice how well B is able to make the drawing look three dimensional. It should be understood that fabricating this control assembly is a much more difficult task than making a similar compliment of wheels. When making wheels there are only a few parameters that need to be considered to design the wheel. In designing a complex set of levers the variables are far more numerous. Also various locking; release forces and clearance issues must be considered. A small change in one component may compromise the function of others. What is shown here is only the basic hour and quarter strike functions. The complicated repeat functions are yet to be designed. This idea was borrowed from the Ecclesiastical computer built by Jean Baptiste Schwilgué and contained within the monumental astronomical clock built between 1838 and 1843, in the Strasbourg Cathedral in France and still exists today. That computer was based on a prototype device Schwilgué built in 1821 which predicted the various ecclesiastical dates, his "computus paschalis"; culminating in the prediction of Easter. This was the first device to do so since the introduction of the Gregorian calendar in 1582. Prior to this, the Julian calendar made such predictions relatively simple. Schwilgué's original computer of 1821 was stolen toward the end of W.W.II in 1945 and has never been recovered. In 1977 Frédéric Klinghammer a former employee of the Ungerer company (successor to the Schwilgué Company) that used to take care of the Strasbourg clock built a replica of the computer and a detailed account of this mechanism was published from which I drew the concepts. 1. Below are various video clips showing our modified Fasoldt design for the strike flies. Notice how the whip dances around the two winding squares.
Astro_12-10_vid1 , Astro_12-10_vid2 , Astro_12-10_vid3 , Astro_12-10_vid4 , Astro_12-10_vid5 , Astro_12-10_vid6
1. Le Comput Ecclésiatique de Frédérie Klinghammer, Joseph Flores |